
Product Detail
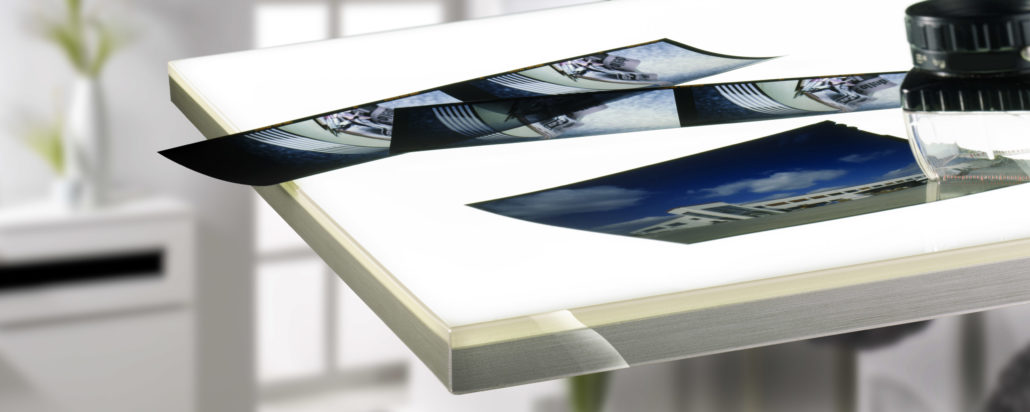
3D Edgebanding is comprised of crystal clear acrylic with a finish on the back.
The unique advantage:
The finish will remain fully intact after milling the radius, creating a uniform appearance with no frame effects. Unattractive frame effects are a thing of the past. The unique finish is resistant to scratches and markings.
3D Edgebanding Features
Doellken 3D Edgebanding is made of ultra transparent acrylic. The special, three-dimensional effect of the Edgebanding is created by the surface print on the reverse side.
The matte silk Edgebanding surface may be polished to virtually any desired gloss. However, polishing is unnecessary with premium type 3D Edgebanding, since they have a finishing varnish already.
Since the surface print is on the reverse side, it cannot be rubbed off or damaged, no matter how high the stress. Physical damage to the acrylic surface, such as scratches or indentations, is easily remedied by buffing.
Doellken 3D Edgebanding is impact resistant, hygienic and withstands normal humidity of ambient air.
3D Edgebanding Applications
Doellken 3D Edgebanding may be used virtually anywhere: e.g. as facings on kitchen and living room furniture, in bathrooms, on kitchen worktops and office desks and for shop fittings and interiors.
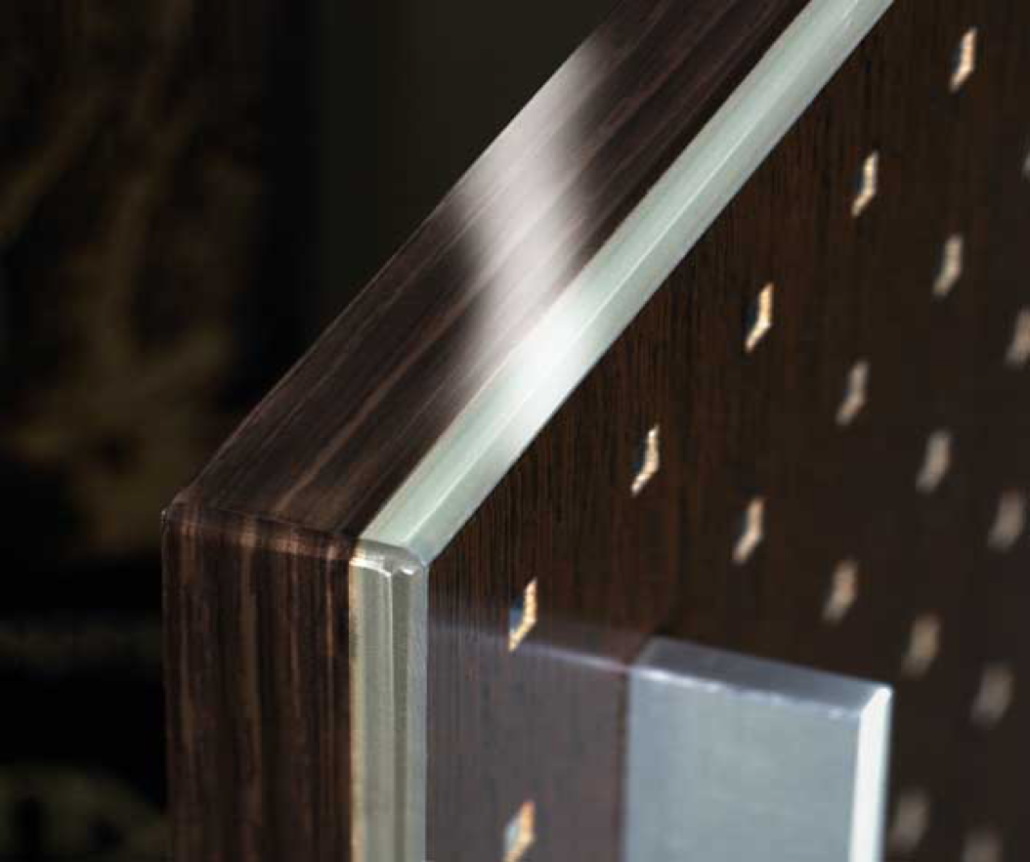
2-in-1 Edgebanding
Doellken 2-in-1 Edgebanding combines brushed aluminum with a strip of color matched to your laminate. The 2-in-1 Edgebanding is a High Gloss back painted 3D Edgebanding.
Offered in the highest gloss level, 2-in-1 Edgebanding looks like glass without the associated high cost, weight and fragility.
Tying together sophisticated high gloss and urban looking metallic designs found in todays modern high-end kitchens and baths.
2-in-1 Edgebanding is ideal for making a big impression and giving your furnishings and rooms a unique finish.
Taking this concept a step further, Doellken also offers a subset of 3-in-1 Edgebanding. A different color in strip is inlayed in the Edgebanding matched to your laminate. The 3-in-1 Edgebanding are ideal for adding extra flare to fronts, edges and doors.
Edgebanding Finder
Looking for the perfect Edgebanding?
Make sure you use the Edgebanding Finder. You can specify size, type, material, board manufacturer, embossing and gloss level to find that perfectly matched Edgebanding!
Benefits
3D Edgebanding offers new design structures
Exceptional depth and contrast
Trendy colours available from stock
- Perfect blend of Edgebanding and furniture design
unique scratch resistant finish
Polishable to virtually any desired gloss level




3D Wave
Award Winning Innovation
The new 3D Wave range of Edgebanding provide a remarkable impression of depth. Co-extrusion provides the effect of deeply embedded grain and provides a high gloss surface finish. 3D Wave Edgebanding reinforces the appearance of more space while providing a easy-to-clean surface. Application of the Edgebanding is effortless thanks to an innovative milling process.
The innovative PMMA bands can be supplied from stock in four fashionable colours (stainless steel, titanium, old bronze and aluminium) in 23 x 1.3 mm (ideal for fronts) and 43 x 1.5 mm (ideal for worktops).




3D Edgebanding
The Doellken 3D Edgebanding collection extends beyond the the 2-in-1 and 3D Wave Edgebanding offering.
3D Edgebanding is also available in our popular metallic and wood grain designs.




Doellken uses only top grade polymers. All materials used are extensively tested prior to initial production using special test procedures that are based on the strict specifications and quality standards of the furniture industry. For this reason, Doellken customers will always obtain their products from the very best materials available on the market.
Acrylic (PMMA = PolyMethyl MethAcrylate)
Acrylic (PMMA = Polymethylmethacrylate) is an established high grade thermoplastic, setting new technical and aesthetic furniture edging standards in in the form of the Doellken 3D Edgebands. The transparency of Acrylic furthermore exceeds that of glass.
Due to a special formulation of materials with excellent processing characteristics, Doellken 3D Edgebanding is easy to process either manually or by machine.
Through-feed
Straight processing of Doellken 3D Edgebanding poses no problems on all conventional Edgebanding gluing machines. It must be ensured that neither Edgebanding conveyor nor feed roller will damage the Edgebanding. Rubberized rollers for Edgebanding feed through have proven their merit in these machines. 3D Edgebanding requires meticulous milling of the joints. This applies to DC 7XXR especially.
Work station processing
Doellken has developed a new material formulation, the Doellken 3D-BAZ edgeband.4, suited especially for processing of curved moldings on CNC controlled machining centers (BAZ) or on semi-automatic edgeband processing machines.
Doellken 3D-BAZ Edgebanding have a material formulation that is particularly suitable for machining, especially for processing of tight radii. As with every thermoplastic material, it is essential to ensure that the material is warm throughout when machining a radius. The surface print color of the Doellken 3D Edgebanding is a significant factor in this case. Standard colors such as plain colors or wood finishes easily absorb heat via infrared radiation of the processing machines. Metallic colors, on the other hand, tend to reflect much of this infrared radiation. Additional sources of heat should therefore be available during machining. Hot air units and/or edgeband preparation ovens can offer excellent support to processing.
For work station Edgebanding processing, many machine manufacturers (e.g. IMA or HOMAG) recommend applying hot melt adhesive onto the Edgebanding directly. To prevent damage to the edgeband finish, Doellken and the machine manufacturers have together developed special adhesive application rollers. These gluing rollers are modifications of conventional steel rollers. Processing of Edgebanding (including all primed Edgebanding materials) using these special Adhesive application rollers has been tried and tested. Machining centers which apply hot melt Adhesive to the board (such as BIESSE or MORBIDELLI) do not need special rollers for adhesive application.
Rubberized rollers should always be used for conveyance and feeding of Doellken 3D Edgebands through the processing machines
Bonding
Doellken 3D Edgebanding and Doellken 3D-BAZ Edgebanding is consistently coated with a universal primer to assure perfect bonding to all suitable hot melt adhesives. Special dispersion Adhesive may be used for manual gluing, provided the given pressing time is adhered to (see manual processing). Doellken 3D Edgebanding may be glued using most EVA, PA, APAO or PUR5 based hot melt Adhesive.
Adhesion quality is generally best using unfilled or partially filled Adhesive. As with highly heat-resistant types of Adhesive such as PUR6, APAO or PA hot melt Adhesive, the low-shrink material formulation of Doellken 3D Edgebanding deliver reliable adhesion, even at higher application temperatures.
This feature is especially advantageous near hobs and ovens in kitchens or for export of furniture in containers.
“Free shrinkage” of Doellken 3D Edgebanding is excellent already even before gluing. The dimensional stability of Doellken 3D Edgebanding is another advantage here: Vicat B 50 testing shows that softening of the material only starts at temperatures over 90 (± 3)°C.
It should be ensured with machine gluing that the glue hopper always has sufficient Adhesive available. Apply the Adhesive evenly and in sufficient quantities for beads of Adhesive to be pressed out along the edges of the freshly glued Edgebanding, ensuring that the spaces between chips will be filled and gluing is full-surface. The amount of glue applied depends, among other things, on the density of the chipboard: the lower the density, the hotter the hot melt Adhesive will be required.
The Adhesive manufacturers recommended processing guidelines must be heeded. Depending on the adhesive type and base, the application temperature specified by the manufacturer may vary from 90°C to 210°C. Please note that the thermostats in the hot melt hopper are often inaccurate and may vary considerably from the actual temperature on the application roller. On request, we will gladly provide a list of hot melt Adhesive types suitable for use in machining centers.
Doellken 3D Edgebanding cannot be glued using PVAC glues and the cold activation method.
Application temperature
For best results fitting Edgebanding, work with boards and Edgebanding at room temperature (not below 18°C). Material stored outdoors should be warmed up overnight. If the boards or Edgebanding are too cold, the hot melt adhesive will cure before edgeband application. Draughts should for this reason also be avoided.
Wood moisture
The optimal moisture content for further processing of the boards is between 7 and 10%.
Feed rate
Speeds up to 30 m/min. are easily achieved.
Press rollers
Considering machine parameters, the correct number and adjustment of the press rollers is paramount to achieving optimal appearance of the joint. To prevent gaps or cavities from appearing, the pressure of the rollers should be set high enough to ensure full-surface Edgebanding adhesion to the boards. The pressure rollers as such must be clean to prevent pressure marks on the Edgebanding.
Cross-cut blades
Cross-cut blades should be sharp enough to cut the Edgebanding material cleanly, leaving a minimum overhang for cross-cut milling to facilitate final trim by milling.
Cross-cut saw
Cross-cut saws should have their feed rate adjusted to allow clean cutting of the Edgebanding. Single-edged fine-toothed “ES” type saw teeth are advantageous, since they produce a neater cut through the Edgebanding than cross-cut saw blades with “WS” type alternating teeth, for instance.
Flush or radius milling
The overhang for cutting should be the same on both sides and not exceed 1.5 mm. The Edgebanding overhang should preferably not exceed the Edgebanding thickness. Too much overhang will increase the risk of chipping. Special design effects may be achieved by using chamfer bits on Doellken 3D Edgebanding. As a rule, multi-blade tools with at least 4 to 6 blades and an operating speed of 12 000 – 18 000 rpm are recommended for chamfering.
Scraping
Scraping of Doellken 3D Edgebands will yield excellent results with no stress whitening. To prevent stress whitening, plastic scrapings should not exceed 0.1 mm in thickness.
Polishing
After machining, the material may be polished with a soft buffing wheel to achieve virtually any desired gloss. A high gloss is easily achieved with polishing paste. We will gladly provide a list of suitable types on request. Some machine manufacturers are offering mechanical polishing units. Please contact your machine manufacturer in this regard. Adhesive residuals may also be removed using electronically controlled release agent spray guns. It is essential when using auxiliary process agents (such as release agents) to ensure that they do not contain solvents and alcohols, since PMMA should not come into contact with these.
Extraction
Thermoplastic Edgebanding generally require higher extraction power than duroplastic or melamine Edgebanding. Doellken 3D Edgebanding have an advantage of lower electrostatic charging compared to other thermoplastic Edgebanding materials.
Doellken 3D Edgebanding may also easily be applied manually, at room temperature. Gluing jigs or Edgebanding clamps would be useful accessories. Adhesive manufacturers can offer special dispersion glues for application without any aids. We will gladly provide a list of suitable types on request.
No contact Adhesive containing solvents should in principle be used!
PUR7 Adhesive or systems with similar characteristics are preferred for special requirements such as kitchen worktops (waterproof and resistant to warping under heat). Chipboards should be masked at the joint during manual application, to prevent staining due to excess glue.
Warming the material at radii
The areas to form should be carefully heated to thermoelastic temperatures (100 – 120 °C), using hot air or infrared heaters. The softened Edgebanding should then be molded using a wooden block to match the shape of the board and fixated using a jig. Be careful not to excessively stretch the material. The edgeband must be clamped in its shape until it cools down. Once fully cooled down, it may be glued as usual (press-on time per Adhesive manufacturer’s instructions). This method applies to both BAZ and standard material.
The Edgebanding overhang may be trimmed using a manual router, for instance. For high durability, diamond-tipped or carbide cutters are recommended. Should smearing occur, the speed of rotation often requires adjusting or the direction of rotation of the router may need to change. Best results are generally achieved by cutting against the feed.
Any chatter marks remaining after milling can be removed or smoothed out with emery paper or abrasive sponge (240 to 400 grain). Top results may be achieved by buffing the material with a buffing wheel and also using polishing agents as required. This facilitates creating the desired level of gloss both on the milled edge and on the face.
Resistance to abrasion
Because the surface prints are applied to the back of the Doellken 3D Edgebanding, they will be protected against external mechanical stress (such as abrasion and scratches).
Ball indentation hardness/Shore hardness D
Doellken 3D Edgebanding achieve excellent surface hardness pursuant to DIN EN ISO 2039-1 or DIN EN ISO 868. Surface damage to the base material (such as scratches or abrasion) may simply be polished away.
Resistance to warpage under heat
Sporting a value of 90 (± 3)°C (pursuant to DIN EN ISO 306), Doellken 3D Edgebanding are superbly suited to applications in the furniture industry and interior finishes.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}